Pioneering High-Performance Controlled Environments & Thermal Envelope Panel Systems for Global Semiconductor, Bio-Pharmaceutical, and Critical Advanced Manufacturing Industries.





Modern advanced manufacturing and bio-pharmaceutical sectors require strict environmental controls to protect processing integrity. Cleanroom technology is no longer just about filtering air; it is a holistic science involving precise differential pressure control, ultra-low outgassing materials, antimicrobial surfaces, and seismic structural designs. As a leading manufacturer and exporter of compliant cleanroom solutions, we provide systems that meet international regulatory frameworks, including ISO 14644-1, EU GMP Annex 1, and US FDA requirements.
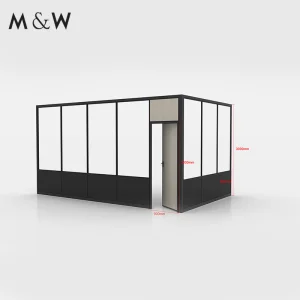
The foundation of any compliant cleanroom is the wall and ceiling partition system. Modular cleanroom panels must provide airtight seals, zero particulate shedding, and adequate structural capacity to handle cleanroom air pressure. We produce advanced composite panels utilizing non-combustible cores such as high-density structural rockwool, PIR (Polyisocyanurate), and specialized EPS. These panels are treated with anti-static and anti-corrosive chemical coatings to withstand continuous washing cycle sterilizations in pharmaceutical operations.
Our solutions feature precision-engineered interlocking joints that eliminate micro-cracks where bacteria and microbial entities can grow. Integrated flush-mount systems for doors, windows, and return air columns ensure cleanroom laminar flow patterns are not disrupted by structural protrusions.

Looking toward the 2025–2035 manufacturing horizon, cleanroom technology is moving toward smart, modular, and decarbonized systems. Our R&D roadmap focuses on three main pillars:
Cleanroom environments are not one-size-fits-all. Different macro industries have distinct operational requirements:

Our manufacturing complex uses Industry 4.0 automation. Continuous double-belt production lines process raw steel and insulation core materials with high precision. This level of automation reduces human error, ensures consistent panel flat surfaces, and provides stable thermal insulation metrics across all batches.
By vertically integrating our supply chain—sourcing steel coils, formulation cores, and specialized HVAC components from regional hubs—we secure raw materials against global market disruptions. This localized supply chain resilience allows us to offer short delivery times for large-scale international projects, while maintaining competitive pricing.
Each production run undergoes strict quality checks. Dynamic load testing, fire reaction profiling, air tightness validation, and dimensional precision inspections ensure that every custom panel meets strict technical requirements before export container loading.
Dongguan Homecoxa Panels Co., Ltd. is a professional insulated sandwich panel manufacturer specializing in roofing, wall, and cold storage solutions. With years of industry experience, the company is dedicated to providing high-performance building materials that meet the evolving demands of modern construction and cold chain infrastructure.
Homecoxa focuses on the research, development, and production of a wide range of insulated panel systems, including roof sandwich panels, wall panels, cold storage panels, and interior partition and ceiling solutions. All products are manufactured using advanced production lines and high-quality raw materials, ensuring excellent thermal insulation, fire resistance, durability, and structural stability. These panels are widely used in industrial plants, warehouses, cold storage facilities, cleanrooms, commercial buildings, and agricultural projects.
Driven by innovation and quality, Dongguan Homecoxa Panels Co., Ltd. continuously improves its manufacturing processes and product performance to enhance energy efficiency and reduce construction time. The company also offers customized solutions based on specific project requirements, including panel thickness, core materials, and surface finishes.
With a commitment to quality, reliability, and customer satisfaction, Homecoxa has established strong partnerships with clients across global markets. The company strives to deliver sustainable, cost-effective, and easy-to-install panel solutions, supporting customers in building efficient, durable, and environmentally friendly structures worldwide.
Our solutions conform to global standards. We provide compliance documentation for local engineering regulatory approvals, including FM Approvals, CE, ASTM, and DIN certifications.
We work with local structural engineering firms to calculate localized wind loads, seismic ratings, and suspension layouts. This guarantees that exported ceiling panels safely support service personnel during maintenance.
To ensure system integrity, we offer localized design reviews and virtual 3D assembly simulations. We can also dispatch technical supervisors to oversee panel joinery adjustments and pressure sealing tests on-site.
Our cleanroom panels are fully compliant with ISO 14644-1 (Classes 1 through 9), US FDA cGMP requirements, and European Union GMP standards (Grade A, B, C, and D). We supply raw material certifications, microbial resistance reports, and outgassing assays to support your commissioning and qualification processes.
The choice depends on your project goals. High-density Rockwool is chosen for structural fire protection and meets A-class non-combustibility rules. PIR provides excellent thermal insulation, which helps reduce energy use in cleanrooms with large temperature differentials. EPS offers a cost-effective, lightweight partition option for general cleanroom applications.
Yes. Our automated manufacturing line allows for customizable cutouts. We integrate windows, return air registers, pass-through boxes, and utility conduit channels directly into the panels at our factory. This minimizes on-site adjustments and helps maintain cleanroom airtightness.
We pack cleanroom panels with protective PE film, reinforced corner guards, and heavy-duty wooden crate frameworks. They are securely packed in shipping containers to prevent movement during transport, ensuring your materials arrive on-site damage-free.







