
1 / 5
Calcium sulphate core raised access floor
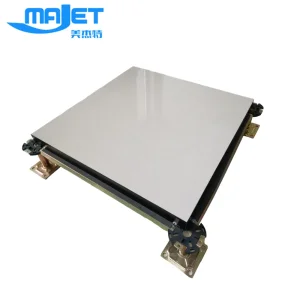
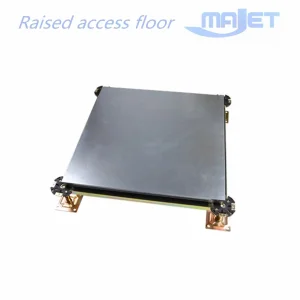
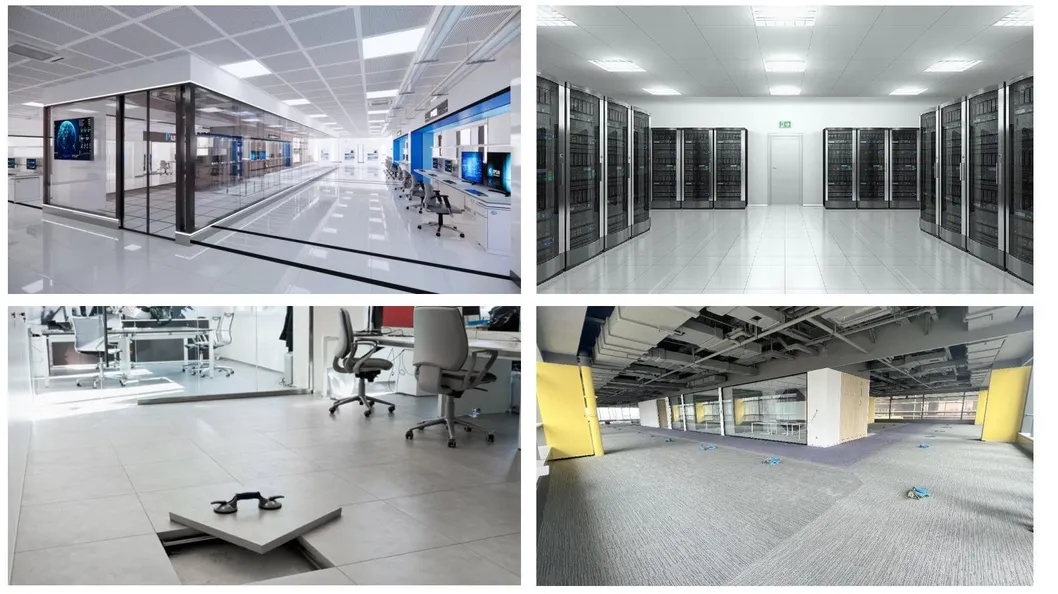
Anti-static calcium sulphate raised floor available in HPL, PVC, heavy duty, and extra heavy duty (FS1000, 1250, 2000). Perfect for data centers, offices, and server rooms.
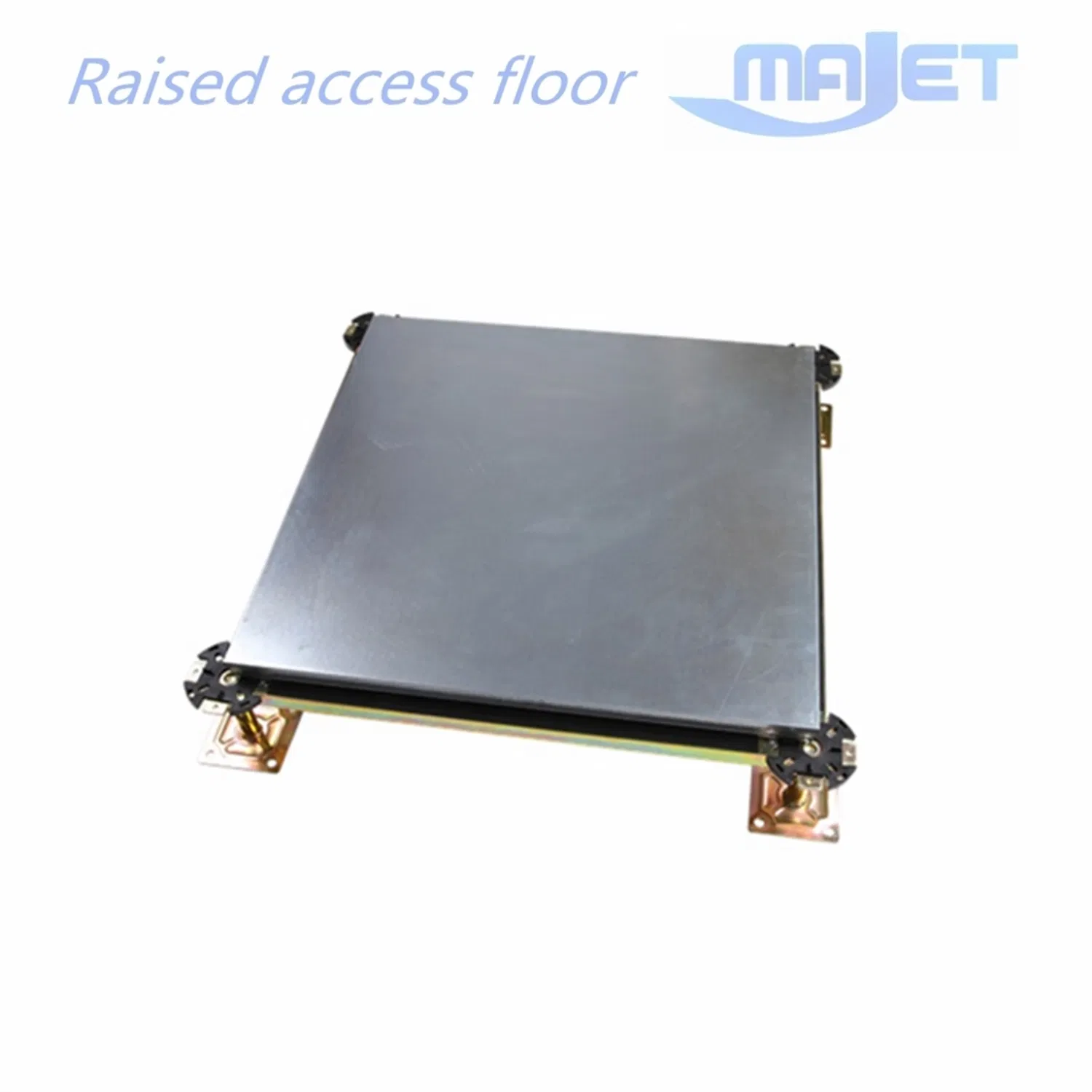
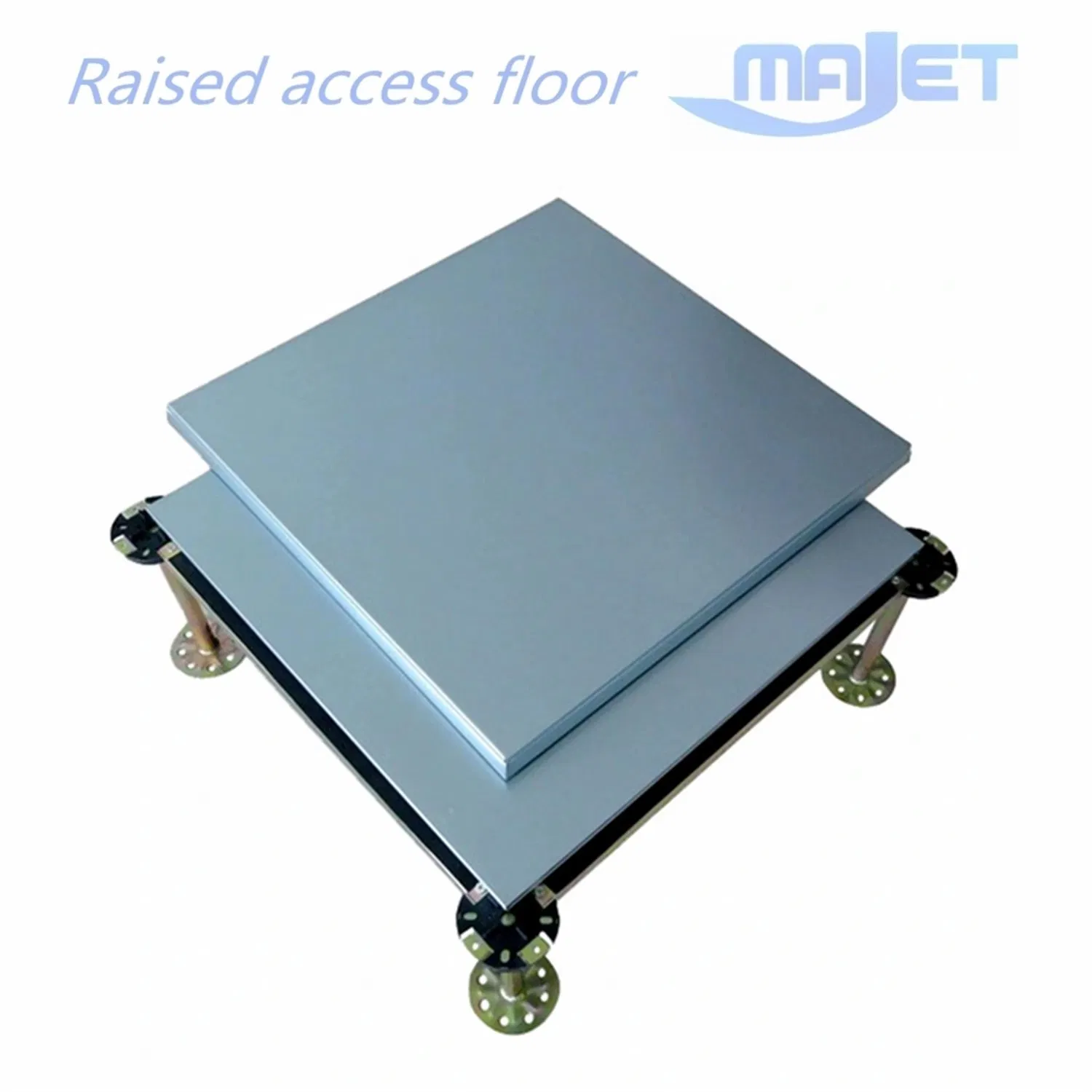
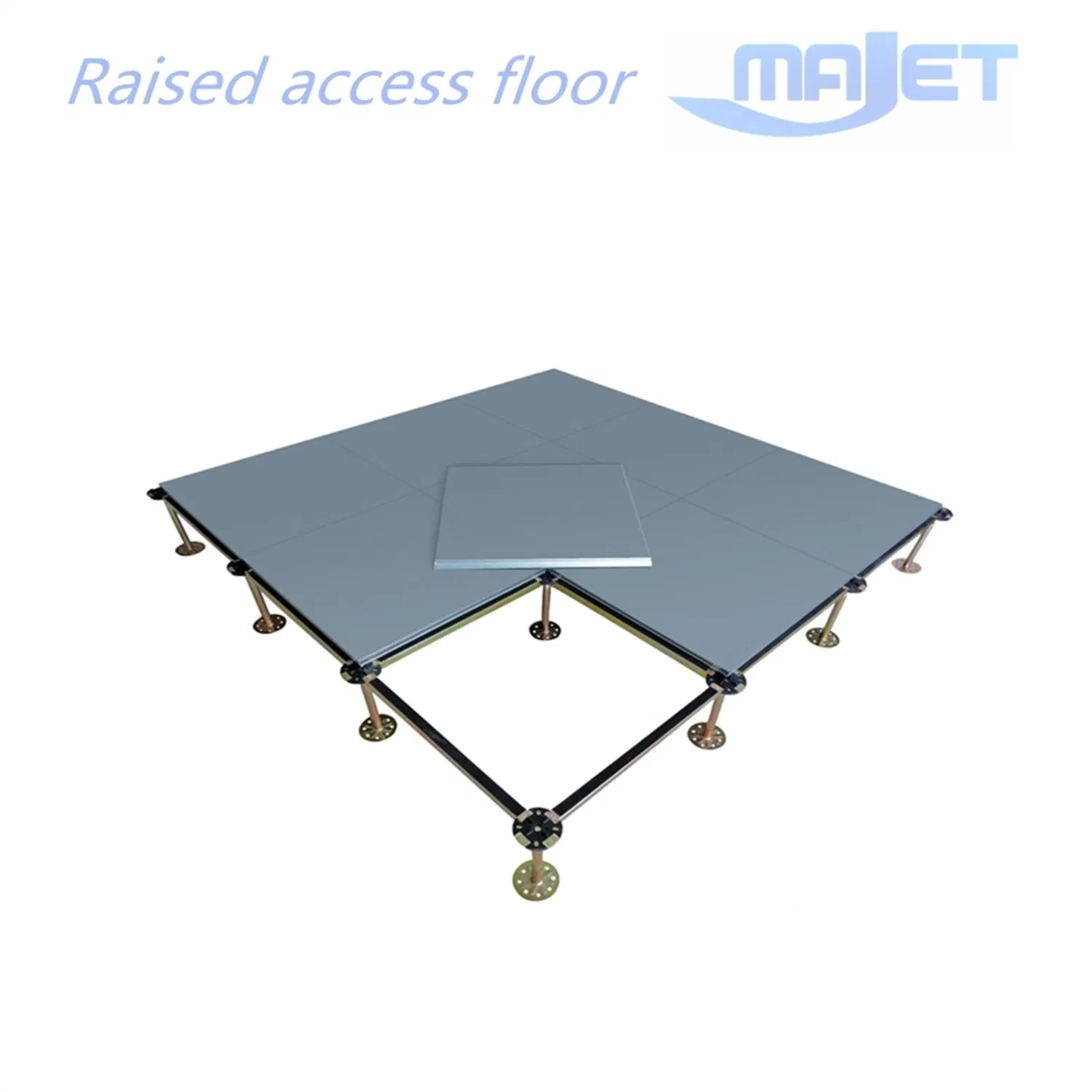
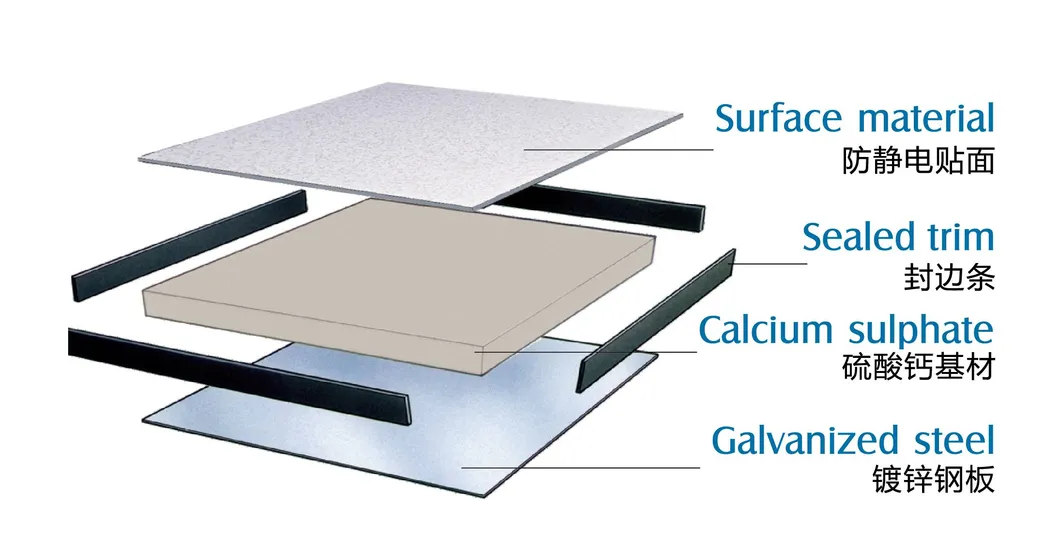
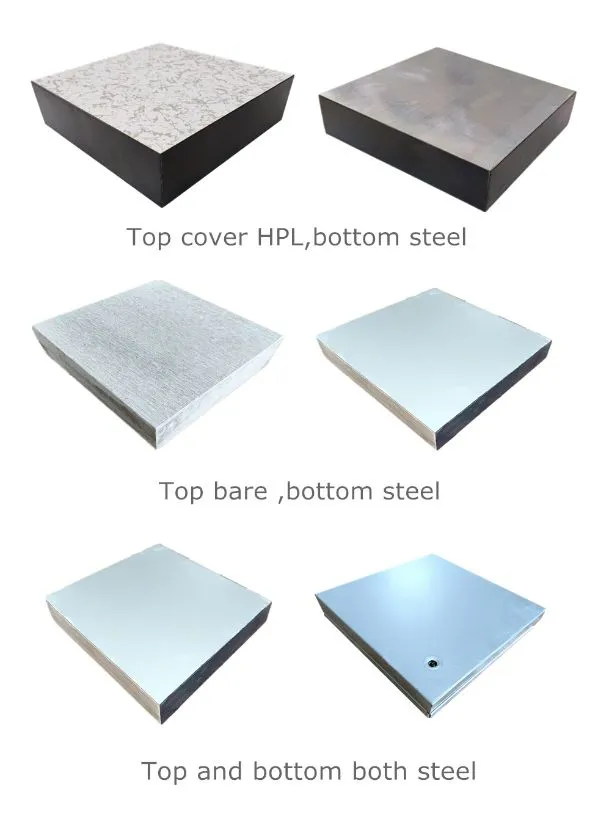
The raised access floor panels are made of a high-density calcium sulphate board core with a bottom galvanized steel sheet and ABS sealed side edges. Various top coverings are available based on customer requirements, supported by a system of pedestals and stringers.
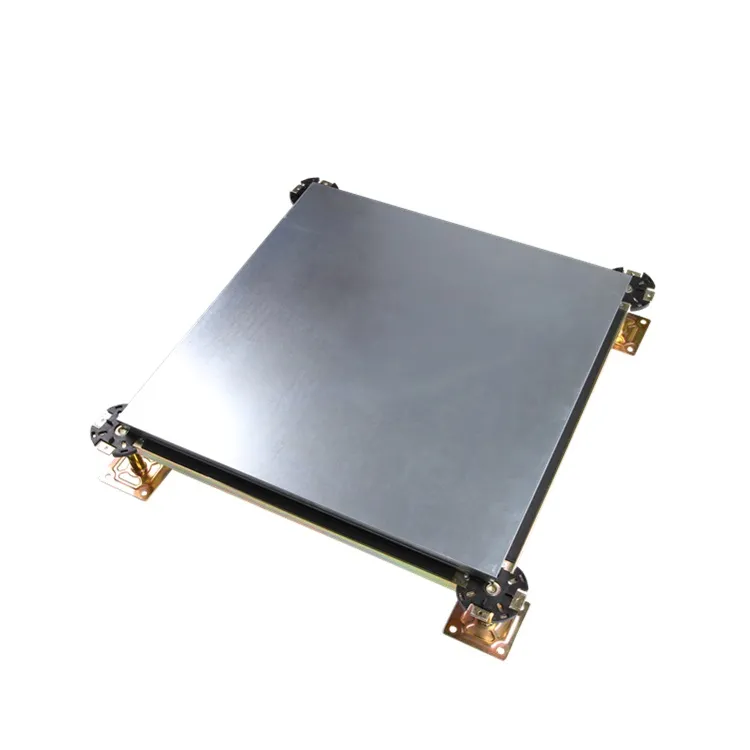
Encapsulated Calcium Sulphate Panel
Structure: High density calcium sulfate core.
Size: 600x600mm
Features: Full steel encasement, excellent loading capacity, high dimension accuracy, water proof, fire proof, and sound insulation.
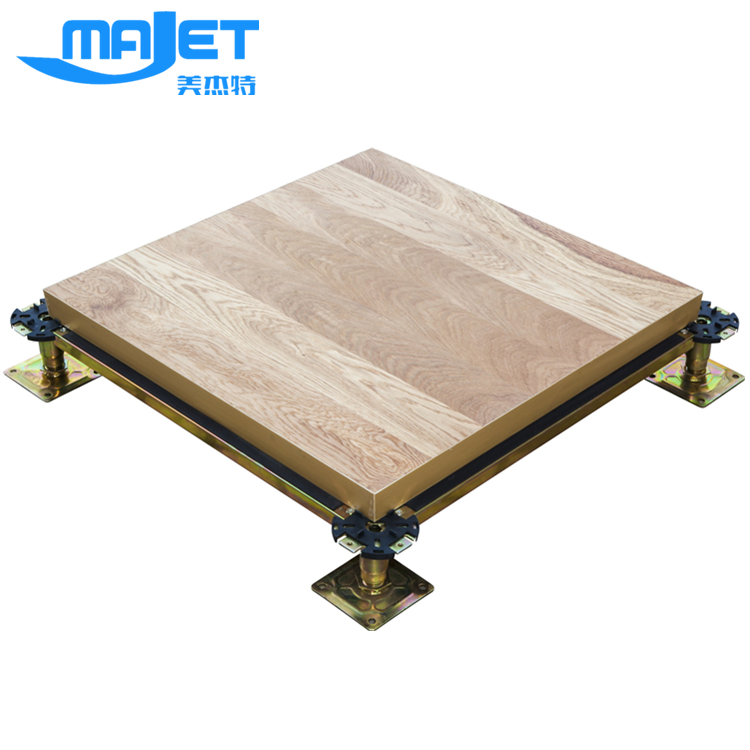
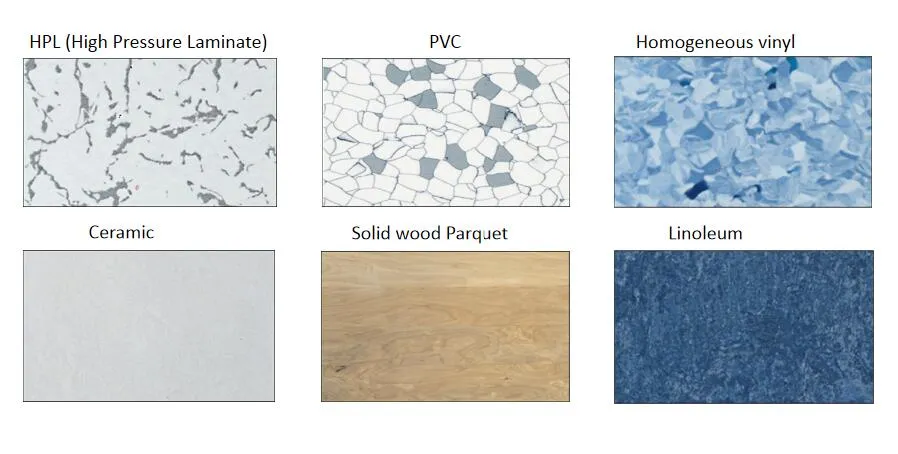
Choose from a variety of anti-static finishes including HPL (High Pressure Laminate), PVC conductive vinyl, ceramic or porcelain, wood parquet, and linoleum.
Load-bearing capacity should be selected based on the equipment, furniture, and employee density of the space. Our floors follow the CISCA standard for classification.
| Model | Concentrated (N) | Impact load (N) | Ultimate load (N) | Uniform load (N/m2) | Rolling load | |
|---|---|---|---|---|---|---|
| 10 times | 10000 times | |||||
| SC668 | ≥2990 | 670 | ≥8890 | ≥12500 | 2215 | 1548 |
| SC800 | ≥3590 | 670 | ≥10799 | ≥19796 | 2959 | 2215 |
| SC1000 | ≥4498 | 670 | ≥13494 | ≥23294 | 3596 | 2959 |
| SC1250 | ≥5595 | 670 | ≥16797 | ≥33084 | 4498 | 3596 |
| SC2000 | ≥8898 | 670 | ≥26685 | ≥49784 | 6693 | 5595 |
With over 35 years of experience (established 1988), our production spans 60,000 square meters. We utilize automated production lines for steel, calcium sulfate, and aluminum flooring, achieving a daily output of 5,000 square meters.



Calcium sulfate flooring offers superior load-bearing capacity, is more resistant to rust, and is made from recyclable, environmentally friendly materials, making it ideal for long-term use compared to cost-effective steel options.
HPL is widely used for its wear and high-temperature resistance. PVC is chosen for stable electrical conductivity and easy maintenance. Ceramic tiles are preferred for high-end decorative effects and permanent anti-static properties.
Yes, especially the calcium sulfate panels with sealed edges. They provide excellent dimension accuracy and are particularly suitable for environments with higher humidity where other materials might fail.
The standard size is 600x600mm. The loading capacity varies by model, with concentrated loads ranging from 2,990N up to 11,093N to accommodate different industrial and commercial needs.
Yes, the modular design allows for the installation of floor boxes, diffusers, fans, and ventilation units directly through precision-cut holes in the panels.
Our products are fully certified according to ISO, CE, ASTM, CISCA, and MOB standards, ensuring high quality and safety for global industrial applications.