Australia’s construction industry is currently undergoing a massive transformation in fire safety standards. Following significant updates to the National Construction Code (NCC) and various state-based initiatives like the Cladding Safety Victoria program, the demand for high-performance Fire Resistant Panel Systems has skyrocketed. From the soaring high-rises of Sydney’s CBD to the expansive industrial hubs in Western Australia’s mining sectors, fire-rated materials are no longer just an option—they are a legal and ethical imperative.
Expert Insight: In Australia, compliance with AS 1530.1 (Non-combustibility) and AS 5113 (External wall fire spread) is critical. Our manufacturing processes are strictly aligned with global standards that mirror these rigorous Australian requirements, ensuring that every panel system delivered to the Gold Coast, Adelaide, or Hobart offers maximum thermal protection and structural integrity.
The Australian climate presents unique challenges. Bushfire Attack Levels (BAL) in regional areas require building envelopes that can withstand extreme radiant heat and ember attacks. Meanwhile, urban commercial developments focus on FRL (Fire Resistance Levels) to ensure occupant safety during evacuation. As a leading manufacturer and global supply partner, we provide Australian factories and developers with advanced sandwich panels and HPL systems designed specifically for these harsh environments.
Compliance Ready
Non-Combustible Options
Technical Support
Logistics to AU Ports
Modern Australian construction is leaning heavily towards Prefabricated and Modular methods. Our fire-resistant steel structures and sandwich panels allow for rapid assembly in Brisbane and Melbourne factories, reducing onsite labor costs by up to 30% while maintaining superior fire safety.
With Australia's booming agricultural exports, the need for fire-rated cold storage is paramount. We supply PIR and Mineral Wool core panels that offer both extreme insulation for temperate control and the fire resistance required for large-scale logistics hubs in Queensland.
Public infrastructure projects in Canberra and Adelaide demand high-durability HPL (High-Pressure Laminate) systems. Our antibacterial, fire-rated wall cladding is the gold standard for Australian hospitals and schools where hygiene and safety converge.
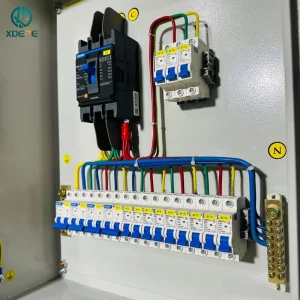
One of the most significant trends we observe in the Australian market is the integration of AI-driven Building Management Systems (BMS) with passive fire protection. Smart sensors are now frequently embedded within HVAC fire-resistant panels to provide real-time data on heat fluctuations. As a manufacturer, we are evolving our product lines to include "Smart-Ready" panels that accommodate low-current electrical pathways without compromising the fire barrier.
Dongguan Homecoxa Panels Co., Ltd. is a professional insulated sandwich panel manufacturer specializing in roofing, wall, and cold storage solutions. With years of industry experience, the company is dedicated to providing high-performance building materials that meet the evolving demands of modern construction and cold chain infrastructure.
Homecoxa focuses on the research, development, and production of a wide range of insulated panel systems, including roof sandwich panels, wall panels, cold storage panels, and interior partition and ceiling solutions. All products are manufactured using advanced production lines and high-quality raw materials, ensuring excellent thermal insulation, fire resistance, durability, and structural stability.

Driven by innovation and quality, Dongguan Homecoxa Panels Co., Ltd. continuously improves its manufacturing processes and product performance to enhance energy efficiency and reduce construction time. The company also offers customized solutions based on specific project requirements, including panel thickness, core materials, and surface finishes.
With a commitment to quality, reliability, and customer satisfaction, Homecoxa has established strong partnerships with clients across global markets, including the Australian construction sector. The company strives to deliver sustainable, cost-effective, and easy-to-install panel solutions, supporting customers in building efficient, durable, and environmentally friendly structures worldwide.

Navigating the complex landscape of the Australian Building Codes Board (ABCB) requires more than just manufacturing capability—it requires deep expertise. Our team of engineers understands the difference between a Group 1 and Group 3 fire rating as per AS 5637.1. We assist Australian architects in specifying the right panels that meet the stringent Deemed-to-Satisfy (DTS) provisions of the NCC.
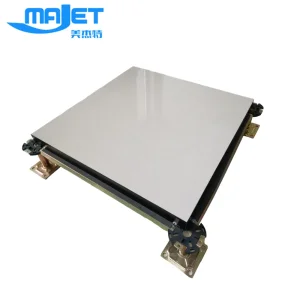
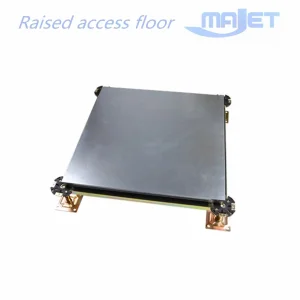
With our state-of-the-art factories, we utilize AI-monitored precision cutting and bonding. This "AI Tech" approach ensures that every Calcium Sulphate floor panel or HPL partition is manufactured to tolerances within 0.5mm, a level of precision demanded by high-tech office fit-outs in North Sydney and Melbourne’s Docklands.
We recognize that in the Australian construction market, "Time is Money." Our streamlined logistics network ensures that whether your project is a new data center in Western Sydney or a prefab aircraft hangar in Darwin, our fire-resistant systems arrive on site, on time, and fully certified.
As the premier Fire Resistant Panel Systems Manufacturer for the Australian market, we are committed to pushing the boundaries of safety and innovation. Our factories utilize the latest AI-driven quality control to ensure that every panel—whether it is intended for a massive warehouse in Western Australia or a delicate hospital renovation in Victoria—meets the highest standards of fire safety. By choosing our systems, you are investing in a future where Australian buildings are safer, more energy-efficient, and fully compliant with the ever-evolving regulatory environment. Contact our technical team today to discuss how we can support your next industrial or commercial project with fire-rated solutions that lead the industry.








{kind=link}
{kind=link}
{kind=link}
{kind=link}