Engineered for safety, durability, and aesthetic excellence
As rapid urbanization continues to reshape the skylines of cities from Dubai to New York, the demand for passive fire protection has transitioned from a regulatory "checkbox" to a fundamental engineering necessity. Fire resistant panel systems now sit at the heart of commercial and industrial safety strategies. Globally, the industry is witnessing a significant shift toward integrated systems that provide not only fire safety but also thermal insulation, acoustic control, and aesthetic versatility.
In regions like North America and Europe, stringent building codes such as NFPA 285 and EN 13501-1 are driving the adoption of Class A fire-rated materials. Meanwhile, in emerging markets across Southeast Asia and the Middle East, high-rise developments and massive logistics hubs are prioritizing sandwich panels with mineral wool or PIR cores to mitigate risk in high-density environments. As a leading manufacturer, we understand that "fire resistant" is not a singular term but a spectrum of performance levels designed to save lives and protect assets.

Shaping the future of construction with smart and sustainable materials
Development of next-generation intumescent materials and hybrid cores that expand under heat to block flame spread and smoke penetration.
Integration of fire-rated panels into prefabricated modules, reducing onsite labor by 40% while ensuring 100% fire-stop continuity across joints.
A global shift towards bio-based resins and recycled mineral fibers that offer high fire resistance without toxic off-gassing during combustion.
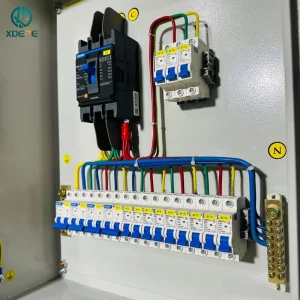
Embedding temperature sensors within panel systems to provide real-time thermal data for data centers and cold storage facilities.
Moving beyond utilitarian looks; modern HPL and metallic finishes allow architects to maintain fire safety without compromising on visual design.
Fire-resistant panels that double as high-performance thermal barriers, significantly lowering HVAC energy consumption in large industrial spaces.
Understanding the needs of international buyers and project managers
Procuring fire resistant panel systems is no longer just about price. Buyers for international airports, pharmaceutical cleanrooms, and data centers require traceability and rigorous documentation. They need suppliers who can provide comprehensive test reports (BS 476, ASTM E84, or ISO 1182) and technical support during the design phase.
Local environments dictate panel choice. In the Middle East, panels must resist extreme UV and temperature fluctuations while maintaining fire integrity. In Southeast Asia, moisture resistance is paramount to prevent mold in fire-rated partitions. In European markets, the focus is heavily on the "Circular Economy," requiring panels that can be easily disassembled and recycled at the end of their lifecycle.
Our engineering team specializes in adapting our core Chinese manufacturing prowess to meet these localized demands, offering bespoke solutions that balance cost with high-end regional requirements.
Dongguan Homecoxa Panels Co., Ltd. is a professional insulated sandwich panel manufacturer specializing in roofing, wall, and cold storage solutions. With years of industry experience, the company is dedicated to providing high-performance building materials that meet the evolving demands of modern construction and cold chain infrastructure.
As a leading Chinese factory, we offer several strategic advantages:

Homecoxa focuses on the research, development, and production of a wide range of insulated panel systems, including roof sandwich panels, wall panels, cold storage panels, and interior partition and ceiling solutions. All products are manufactured using high-quality raw materials, ensuring excellent thermal insulation, fire resistance, durability, and structural stability. These panels are widely used in industrial plants, warehouses, cold storage facilities, cleanrooms, commercial buildings, and agricultural projects.
Driven by innovation and quality, we continuously improve our manufacturing processes and product performance to enhance energy efficiency and reduce construction time. The company also offers customized solutions based on specific project requirements, including panel thickness, core materials, and surface finishes.
Decoding the science of fire resistance
High-pressure laminate systems offering Class B-s1, d0 fire ratings. Ideal for high-traffic interior partitions where hygiene and impact resistance are as critical as fire safety.
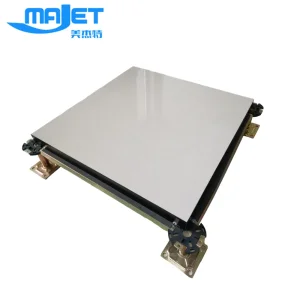
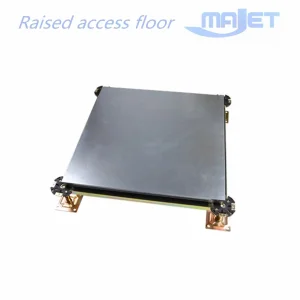
Non-combustible core material used in raised access floors. Provides excellent structural load capacity and 60-120 minutes of fire integrity.
The "Gold Standard" for non-combustibility. Melting point above 1000°C, providing the highest level of fire protection for industrial envelope systems.
Advanced prefabricated steel structures combined with fire-rated cladding to provide a holistic fire-safe building shell for factories and hangars.
With a commitment to quality, reliability, and customer satisfaction, Homecoxa has established strong partnerships with clients across global markets. The company strives to deliver sustainable, cost-effective, and easy-to-install panel solutions, supporting customers in building efficient, durable, and environmentally friendly structures worldwide.
Explore our full catalog of fire-rated building components